This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
Over the course of 150 years, manufacturing evolved from relying on skilled artisans and craftsmen to automated, computer-driven, flexible manufacturing systems. What use is it for a graphic designer to create images 10 times faster if it still takes a week to get through the approvals process? Workflows become automated.
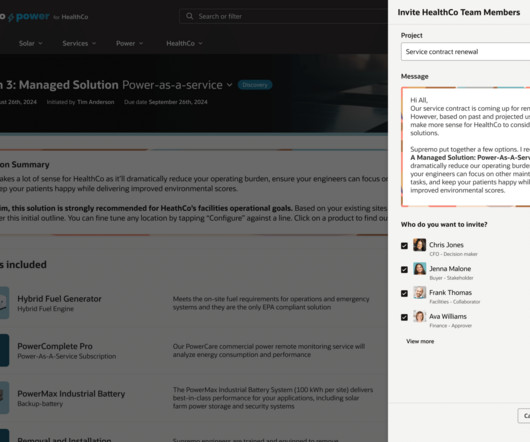
These help accelerate CDP implementation with industry-specific templates, data models and attributes; currently available for high tech, industrial manufacturing, professional services, telecommunications, utilities, financial services, travel, and retail. Processing. Industry onboarding accelerators. Don’t forget the consumer.
Edwards Demings 14 principles transformed manufacturing by emphasizing quality, efficiency and continuous improvement. The traditional, assembly-line model of campaign executionwhere data, creative, and deployment are handled in rigid stepsis no longer fast enough for real-time customer engagement.
This assemblylineprocess starts with a widget (let’s call them customers), being passed from person to person down the line until they come out closed or on the reject (loss) pile. The thinking is, “We will get our fair share of deals through this process.” But is that the answer?
Our demand gen, marketing, sales organizational design, sales processes, customer experience—all of it are generally designed around us. They don’t care about our organizational structure, they don’t care about our selling process or strategies for demand gen. We may be trying to hit certain spend/budget goals.
Continuing my series on applying lean/agile manufacturing principles to selling, I was reminded by Charles Green and Dave Jackson about an important aspect of these principles that is never mentioned by those promoting lean/agile in our sales assemblylines. What if we learned what lean/agile manufacturers really do?
.” Let’s imagine we sell manufacturing equipment. We’ve sold to a customer with a single manufacturingline, but now they are expanding the number of manufacturinglines so they need to buy more. If the customer is unsatisfied, they will buy from someone else.
” In the original development of Lean/Agile principles in manufacturing, leaders recognized they could never rest on their laurels. ” “Can we improve processes upstream, by helping our suppliers improve what they are doing with us?” ” “Can we the downstream experience of our customers?”
For some reason, there’s a huge attraction to applying “manufacturing techniques” to selling. I suspect it’s the perceived orderliness to manufacturingprocesses and the predictability of the outcome. The lean approaches applied to manufacturing create a hyper efficient process.
So much of what our focus in “modern selling,” seems to be the adaptation of Lean Manufacturing techniques into selling. We’ve created “assemblylines” with specialized functions, passing our customers from one station to the next. Since lean manufacturing focuses on a “pull” concept.
As I mentioned in my prior post , there are a lot of people promoting the application of Lean Manufacturing principles in sales. If you haven’t read the first post, What We Can Learn From Lean Manufacturing , be sure to read this. Principle 8: Use only reliable, thoroughly tested technology that serves your people and processes.
But we seem to miss out on the fact that our buyers have discovered the same tools and are using them to help them in their buying process. Sellers have, blindly, applied “manufacturing” technique to managing their selling process. Now we have 72% of buyers preferring a “rep-free” buying process.
The underpinnings of that book are concepts behind lean manufacturing and the Toyota Production System (TPS) originated by Ohno, Toyoda, Deming. The underlying principles of all of these is an assemblyline mentality in workflow design. For this model to work, variation at any point in the process has to be eliminated.
It’s become common “wisdom” that we have to align align our sales process with our customers’ buying processes. I suppose it’s easy to want to believe customers have buying processes. Certainly, procurement has processes they follow in their buying activities.
Pile onto this all the shifts in buyer behavior we see, increasing numbers of buyers actively disengaging with sellers, preferring to navigate their buying processes with out sales help. Engineering projects will be competing with manufacturing, IT, and projects from every part of the organization. What does it take to succeed?
We redesign knowledge work, emulating the principles of the industrial assemblylines of the past. We chop up work, creating assemblylines where knowledge workers focus on perhaps the functional equivalent of tightening a bolt. them passing the work to the next person in the knowledge worker assemblyline.
When customers said tell me more, the sales process was usually pretty short. Sales/marketing started applying these manufacturing principles to the “mechanization” of the process. And assemblylineprocess started to emerge. Just like a factory assemblyline, it became so easy to grow.
The Japanese term “Kaizen” stands for the continuous improvement of a process. Adopted by Japanese manufacturing companies after World War II as a way to reduce waste and create competitive advantage, kaizen evolved beyond the assemblyline in manufacturing to all business processes and became the precursor to lean manufacturing.
Each step of our sales process is optimized to maximize the results our sales people get. We recognize different skills and capabilities are needed in different stages of the sales process. We start feeding customers through our process, moving them from person to person. And they are emotional. You must get rid of Variability!”
This has a number of advantages, skill levels don’t need to be as high, we can leverage role specialization more effectively (creating sales assemblylines with customer widgets passing through each station), and we can effectively leverage all the traditional selling skills. But there are limitations to this.
I believe selling is a set of disciplined processes, many of which can be “engineered” to optimize our ability to engage the right customers/prospects, with the right conversations, at the right time. We’ve developed predictable models of moving these customers through the process in very high volumes/velocity.
.” But, as with many swings of the pendulum, I worry that the implementation of selling as a science often goes too far, losing people, relationships, and humanity, in the process. Yes, science is disciplined, process oriented, fact based, data driven, analytic, logical. They think relationships aren’t important.
There are three main models for sales teams: the assemblyline, the pod, and the island. The AssemblyLine. In the assemblyline model, also known as the hunter-farmer model, sales teams are organized based on each individual’s job title. Moves customers through your sales process quickly.
The assemblyline. It’s also the process behind what makes it happen. The same applies to touchscreen technology and many other processes and products that came together to allow something new to exist. Attempting to rush the process usually backfires, as well. Processing. The airplane. Get MarTech!
One way to get there is through something called "competitive benchmarking" — the process of looking externally to see how your business stacks up against your competitors and industry standards. Process benchmarking: compares business and operational processes. Seven times as many manufacturing defects in finished products.
” For the most part, the article was a tutorial on pipeline metrics and a diatribe against much of the quota setting process. Or is it fixing the process by which we establish goals? Likewise, manufacturing has certain goal, it has to build quality products, meeting cost, delivery, and a number of other criteria.
Henry Ford is of course renowned for forever changing the way the automobile industry manufactures cars. In the beginning, automobiles were built by craftsmen who assembled the finished vehicle from parts they themselves had made. The longer the opportunity is on the production line, the closer it gets to the end of the line.
That’s where OEM (original equipment manufacturer) and aftermarket parts come in — and sales of these crucial components are big business now. Any disruption to an assemblyline or a delivery fleet can bring operations to a standstill, putting pressure on manufacturers to fix the issue as soon as possible.
We started segmenting the sales process with people focused on the simpler/transactional sales (usually inside sales) and those that focused on complex sales (usually the field/territory people and specialists). We have organizations that have “closers,” only focused on the final steps of the sales process.
Adam Honig : We have a lot of people in the manufacturing industry who listen to this podcast. For those folks in the manufacturing business, it’s almost like you guys are a manufacturer of these products, but the means that you go about making them is just different than a traditional assemblyline or something like that.
And what that basically means is for distribution centers and other areas like manufacturing, they use voice-enabled workflow technology to help them be more productive. And so what this really is taking that kind of natural interface and applying it into a work process. Alex, welcome to the show. Adam Honig: Yeah, great to be here.
Instead, today we’re talking with Steve Kingeter, the CEO of VC999, probably the best manufacturer of vacuum packaging machines in the world. Adam Honig: Now do you have a standard process for trying to collect that insight from customers? Welcome to the show, Steve. Adam Honig: Of course. Is that correct?
3 Components of S&OP Why a Well-Executed S&OP Matters for Every Business Top Benefits of S&OP S&OP Maturity S&OP Process S&OP Tips and Best Practices Debunking Misconceptions About S&OP Common S&OP Problems and How to Overcome Them Measuring the Success of S&OP What Is Sales and Operations Planning?
We organize all of the trending information in your field so you don't have to. Join 26,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.




































Let's personalize your content